Laser-sintered vs cast model casting prostheses - an assessment.
The task of the dental prosthesis is to create a long-term, stable situation in the tooth, mouth and jaw system so as to prevent the onset of occlusion, for example by tipping the space-restricted teeth and associated elongations of antagonists. The dental prosthesis should spread the mastication forces as evenly as possible across the remaining tooth structure and the edentulous areas. Retaining elements should therefore exhibit supportive, force distributing, guiding, thrust distributing and anti-tipping functions.
Fixing the dental prosthesis using clamps is one of the oldest forms of anchoring elements. Prostheses anchored using clamps, also referred to as model casting prostheses, are the simplest form of dental prosthesis and are wide-ranging. For more than 100 years, clamp-anchored prostheses have been a tried-and-tested option for keeping removable dental prostheses stable on the jaw against shearing forces, for example when talking or chewing, and distributing the masticating forces as evenly as possible over the remaining teeth and soft tissue. Because of the exceptional material properties of the casting process with a high modulus of elasticity, this form of clamp-anchoring prosthesis has until today been the most widely used standard material for supplying cast prostheses.
With the introduction of digital processes to create dental prostheses, such as modern CAD/CAM and additive production techniques, this allows model casting prostheses to now be planned digitally and then finished subtractively using a CNC milling machine or additively using 3D printing facilities. The field of 3D printing permits differentiation between indirect (known as CAD/CAST) and direct (known as laser sintering/melting) methods.
Various publications see advantages in standardisation, reduced production time and a simple transfer from digital data particularly in digital processing using a laser-sintering process. The economic viability, however, is currently assessed critically. A final recommendation for this production method therefore demands further scientific studies. Particular attention is hereby given to the anchoring elements (clamps), as these are subject to high levels of mechanical stress due to their retaining and supporting functions.
With its current study “In-vitro study into the mechanical quality of cast and laser-sintered clamps for model cast prosthetics”[1], the Polyclinic for Dental Prosthetics at the Univserity of Munich is attempting to evaluate these themes in more detail.
Goal of the study
The goal of the study was to determine and compare the clamp distraction forces of cast and laser-sintered clamps for the same clamp design at the start and during the course of artificial ageing. Another aim of the study was to carry out a three-dimensional quantitative defect analysis of the microporous structures of the individual clamps and a survival analysis for the laser-sintered and cast clamps.
In so doing, various hypotheses were tested. For the purposes of clarity, only two of the tested hypotheses are being discussed here:
-
Initially, the clamp shearing forces of the laser-sintered clamps show no difference between each other or the cast clamps
-
Laser-sintered clamps and cast clamps show no difference with regard to survival rates
Approach
To manufacture the cast clamps, CAD construction data sets from an STL data set are additively created from a residue-free combustible polymer material using a 3D printer and then implemented using cast techniques. To manufacture the laser-sintered clamps, STL data sets were additively produced by EOS GmbH (Krailling) using a laser-sintering process directly in a CoCr alloy.
Evaluation of the results
Defect analysis
The average shrinkage volume/clamp of the laser-sintering prostheses turn out to be significantly smaller compared to the average shrinkage volume/clamp of the cast clamps. This applies likewise to the “total shrinkage volume/clamp”.
The frequency distribution of the shrinkage volumes however shows that the distribution of the volumes for laser-sintered clamps was homogeneous in comparison to cast clamps. The difference in the microstructure quality for the total shrinkage volume/clamp was shown to be more distinct. However, the laser-sintered model casting clamps exhibit more shrinkage than the cast ones, although these are significantly smaller and exhibit a total shrinkage volume/clamp by a factor of 12.5.

Fig. 1: Comparison of the average shrinkage volume/clamp of laser-sintered clamps with cast clamps in the box-plot diagram
Determining the survival rate
After completion of a 10-year simulation and corresponding measurement of the distraction forces, a survival analysis was carried out, in which a wearing period of 60 years (65,700 cycles) was simulated according to a defined protocol for all comparison groups. In each case, after 2,500 cycles, the ageing was interrupted, and the number of clamp deficits/breakages was registered.
With regard to the survival analysis, clear differences were shown between the laser-sintered and the cast clamps. Here, the survival probability of the laser-sintered clamps was the highest while the survival probability of the CAST group was determined as the lowest. In summary, the survival probability of the laser-sintered clamps at 93.8% was double the survival probability of the cast clamps (43.8%). The null hypothesis indicated above under 2 was thus clearly disproved.

Fig. 2: The survival role of group CAST and the summarised laser-sintered groups
According to the statement from the study, the cause of this appears to be the above-mentioned difference in microstructure quality between the cast and the laser-sintered clamps. This could have a negative impact on the survival rate of the cast clamps.
In summary, it can be determined that the laser-sintered clamps returned better results than the cast clamps in all areas studied. This is also confirmed by current studies of other research groups [2].
INFINIDENT Solutions has more than ten years of experience in the field of laser-sintered technology and is one of the pioneers in the field of additive production of dental prosthesis. For more than three years now, model casting (INDIVIDUAL PF) has been an integral part of its service portfolio. After submission of the design and the internal data check, the laboratory can expect, according to the supplier, a return of the finished work piece prepared for final work within just three business days. The prosthesis is finalised in the laboratory.
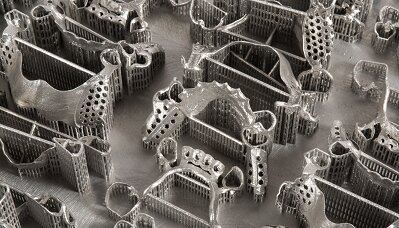
 Fig. 3: Partial frameworks on building platform
Fig. 3: Partial frameworks on building platform
The publication of the study: “In-vitro study into the mechanical quality of cast and laser-sintered clamps for model cast prostheses”, Schweiger J, Erdelt K, Güth JF (Polyclinic for Dental Prosthetics at the University of Munich) is expected in spring 2019.
[1] Schweiger J., Erdelt, K., Güth, JF: In-vitro-Untersuchung der mechanischen Qualität von gegossenen und lasergesinterten Klammern für Modellgussprothesen, Arbeitsbericht, Poliklinik für Zahnärztliche Prothetik der Ludwig-Maximilians-Universität München, 2018[2] Alageel O, Abdallah MN, Alsheghri A, Song J, Caron E, Tamini F:Removable partial denture alloys processed by laser sintering technique. J Biomed Mater Res B Appl Biomater 2018; 106(3):1174-1185